如何准确地贴装0201元件
本文介绍,更小的元件与更窄的间距为电路板装配提出了新的挑战。理解这些贴装问题可以使产品更快地推出市场,并减少缺陷。业界所面临的现实是零件变得越来越小。例如,0201片状电容比0402小75%,在电路板上所占的面积少66%,这些元件在本十年的早期将出现在一些通用的印刷电路板上,而甚至更小的01005片状元件到2005年将在空间更珍贵的模块电路板上看到。因为对于许多新的产品板的空间是如此珍贵,尽管更小的元件成本更高,但还是会得到甚至更广泛的使用。这种新的小型化要求贴装精度提高但又不降低速度。
确认所面临的挑战
小的元件提出了许多问题。更高的密度 - 这是困扰较小元件的主要原因 - 使得贴装任务的难度大了一个数量级。例如,0201元件通常要求较小的焊盘尺寸来防止焊锡污迹,和接纳无焊脚焊接。还有,更小的焊盘意味着更窄的元件间距。虽然这些允许设计者取得高度功能化与紧凑的产品所需要的更高密度,但也使情况复杂化。对于密度高的PCB,贴装精度直接影响回流焊接后的装配缺陷数量,例如,贴装偏移会增加锡桥、锡珠、元件竖立和元件不对准焊盘的机会。
因此,我们需要什么呢?现在,现实的生产目标是达到99.9%的吸取率,同时3σ的贴装精度为±60µm。为了达到这个目标,机器精度变成首要问题。例如,摩托罗拉的试验表明,在贴装偏移中小到0.025mm的变化都可能重大地影响缺陷水平。对于标准的 焊盘(用十万个元件进行试验),y<0.075mm, x<0.075mm的贴装偏移对缺陷的影响类似于没有偏移。可是 ,当偏移增加到<0.1mm时,缺陷水平上升到超过5000ppm。虽然这个绝对距离意味着很小,但是研究表明该工艺留下很少犯错的余地。还有,贴装操作涉及的不止其本身。它包括吸取的可靠性、准确的元件视觉识别和贴装的可重复性。事实上,试验表明0201元件要求99%的吸取可靠性。为了保持生产系统的连贯性,吸嘴必须能够在所有三个方向上移动,即沿X,Y和Z轴移动 - 这一点是重要的,因为在所有生产机器上Y轴的控制是没有的。可是,为了保持贴装精度在公差之内,Y方向的控制对于将元件对中在吸嘴上是必要的(图一)。自然地,这个对中对于0201比对其他零件具有更紧的公差。
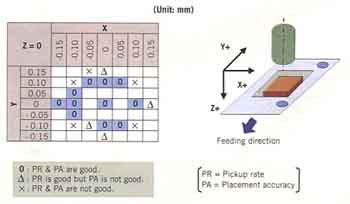
图一、Y方向是0201元件贴装的唯一最重要的轴向纠正
由于在三个轴上的闭环实时反馈,对送料器校准的需要实际上消除了。没有三个轴上的实时闭环反馈,送料器的校准是关键的。
研究表明,在Y方向±0.07mm的精度对于确保成功的0201贴装是必要的。还有,成功的贴装要求在X方向±0.1mm的公差,在Z方向±0.1mm,以达到0.2mm的目标值。纠正吸嘴X/Y轴的运动是保证稳定和持续的元件吸取的关键。
在锡膏上的运动
另一个贴装问题是在某些条件下,0201不会停留在其贴装的位置。考虑这样一种情况,试验将0201电容贴装在印刷锡膏和助焊剂的PCB上,希望得到±0.05mm的受控行程和0.15mm的元件间距。试验已经显示,对于Y方向3σ的贴装精度,板上小于0.05mm超程的元件有时将会向短边方向滑行超过60µm。会发生什么呢?有趣的是进一步调查显示当元件只是贴装在助焊剂上时,元件不会发生由于超程的滑移,但是在锡膏上时会发生。结论:问题在于锡膏的颗粒直径。为了补偿Z轴纠正,机器必须具有实时的反馈机构,测量每个元件的厚度。
当颗粒大小大于20µm时,元件偏斜就有可能,因为颗粒在焊盘上分布不均。因为元件贴装时间是几毫秒,所以任何不平的表面度可能造成零件偏斜或运动。这就是为什么热风焊锡均涂(HASL)的板不适合于0201贴装,这与0402许可HASL形成对照。
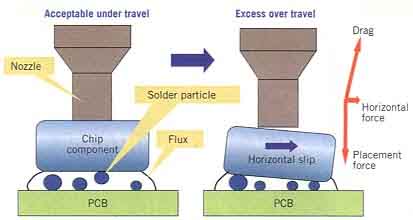
图二、当元件超程冲击焊锡颗粒时,反作用力改变吸嘴的轴向并产生一个水平的力,产生元件的偏移
因此,超程降低贴装精度。它也可能增加高密度贴装的锡桥,因为当使用无焊脚焊盘时,元件会将锡膏从零件下挤出(图二)。因此,可以将超程定义为使得元件和PCB之间的间隙小于焊锡颗粒大小,即,贴装系统必须控制该间隙,将它保持在40-60µm。一个起作用的因素是板的支撑,没有支撑元件可能从过高的高度落下或被压入锡膏中。为了准确地控制行程,板的支撑系统必须为板的拱形提供足够的纠正。
需要的改进
要取得有效的0201元件的使用,部分的解决方法将在吸嘴的设计改进中找到。因为元件是如此的小,它们要求吸嘴的设计尽量加大真空的接触表面积,同时提供一个不会干涉高密度布局的外形。另外,吸嘴必须高度耐磨,因为其腐蚀作用会由于小的接触面积而恶化。所有这些都必须意识到如何满足和处理即将面临的01005元件的挑战。
现在的结果为0.25mm的间隙提供0.75的节拍时间、60µm(3σ)的精度、和99.9%的吸取率。目标是要为0.10-0.15mm间隙达到每个零件0.075秒的节拍时间、40µm(3σ)的精度、和99.9%的吸取率。为0201元件专门开发的盘带送料器也应该有助于更精确和更快速的元件贴装。
结论
一个现实的经济问题是用0201元件生产的板将比其对应的较大零件更加昂贵。另外,更紧的公差必然需要增加工艺控制、更彻底的预防性维护、更多的培训和工艺知识、和对报废及检查/修理活动的增加的认识。
预防性维护总是生产的一个重要部分,现在由于0201贴装而更加重要。因为误差的公差和可达性和元件本身一样小,预防性维护是0201生产线比其他元件更加重要的制造成本因素。类似地,似乎0201的使用将要求更频繁的吸嘴清洗、摄像机清洁和机器贴装的测量与调整。元件吸取和贴装的高度将是关键的,对于初始的元件吸取,送料器轴的调整是需要的,尽管机器可以在吸取位置补偿元件的偏移。
Research conducted at Hitachi High Technologies America.
Acknowledgement Thanks to Richard Brooks (now with Solder.com) for the test data from Motorola. The Motorola study was conducted at multiple facilities adn the team consisted of Andrew Butterfield and Kevin Pieper (Plantation), Rich Brooks and Mark Guilford (Boynton Beach), and Greg Hansen and Rich Anderson (Libertyville).
Dave Kalen, central regional
sales manager, may be contacted at Hitachi High Technologies America, 240 McArthur Court, Anderson, IN 46012; (765)649-1066; Fax: (765) 649-1140; E-mail: dave.kalen@hitachi-hhta.com.
录入时间:2007-09-28 来源:smt信息网 作者:Dave Kalen
相关文章:
• SMT环境中的最新复杂技术• 论SMT装配工艺检查方法
• 粘片机中芯片丢失的光敏检测方法及其分析
• 无铅时代的先进回流焊接设备
• 倒装芯片工艺挑战SMT组装
• 如何准确地贴装0201元件
• 几种SMT焊接缺陷及其解决措施
• 现代电子装配中日益重要的选择性焊接工艺
• SMT生产中的静电防护技术
• 关于SMT设备贴装率